




�Ї��X�Iɽ�|�ֹ�˾��늏S5#�l늙C��|��늙C�ɷ�����˾���a��QF-3.5-2-10.5����݆�l늙C���~������43.75MW���l늙C���ÙC���Բ����oֹ��ŷ�ʽ������b���~��ݔ�����1439A��
2008��7��23�գ��\���ˆTѲ�z�l�F5#�l늙C̼ˢ��Ӯ�����̼ˢ��ߜض�122�棬��ֻؓ�O̼ˢ������أ��������l����࣬�Ȳ������̶�����Һ�����l������ζ������̼ˢ�����^��׃�Σ������^��F�����Q����̼ˢ���\�в����ٴΟ��ġ��y��̼ˢֱ����·��������O̼ˢ�������ƽ�⣬ؓ�O̼ˢ���13~248A����̼ˢ��·������ز�ƽ�⡣ͣ�C�z��l�Fؓ�O̼ˢ�ж����Ɠp���ǣ��l늙Cؓ�O���h������؟��g�����F���s35mm(�c̼ˢ���Ȼ������)����s0.5~lmm�Ĝϲۡ�
���ϰl��ǰ���l늙C�\���������й�ؓ��33MW���o��ؓ��16Mvar���D�����643A���������ϬF���ͣ�C�z����r���ų��l늙C�o��ؓ���^���ɲ��ϸ�̼ˢĥ�̼�̼ˢ�cˢ���g϶������Ҫ������ء���K�Д����ԭ���Dz�̼ˢ��֧��·���F��ƽ�������
1��̼ˢ���������ķ���
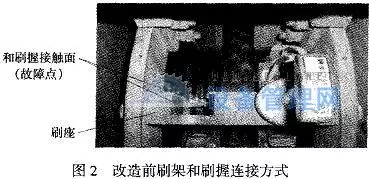
�l늙Cʹ��HN-O.1A�Ͱ�ȫ��Q̼ˢ�b�ã�ˢ�ܣ���ˢ���ϰ��b����ؓ�O��16֧�νMʽˢ�գ��D1�����ػ��h�ʈA���p�ӷֲ������ɿ�ʹ̼ˢ�ͻ��h���ֺ㶨������ÿֻˢ�ՃȰ��b1ֻ̼ˢ���\���п�ֱ�Ӹ��Q̼ˢ��ˢ�ܺ�ˢ���B��Ҋ�D2��ˢ���cˢ������|���������ɲ����Oˢ�ս����h�M���D�ӣ���ؓ�Oˢ��������������r�£������Wķ���ɣ�ÿ�O16ֻ̼ˢ��·��������ȣ�����֧��·�����ȡ����l늙C�\���Ђ��eˢ���cˢ�����|���������|����������^��̼ˢ��·����������F��ƽ�⣬���С��̼ˢ��·������ɱ����ӣ����̼ˢ���������^����ġ����F��ƽ�������ԭ�����¡�
(1)�l늙C�L���\�У�ˢ�ՃȲ����ɣ��_��ˢ���cˢ���ɿ����|���a��ƣ�ڣ�ʹˢ���cˢ�����|���ɿ������ҏ���ƣ�ڳ̶Ȳ�ͬ�����ɉ���Ҳ��ͬ�����¸�ˢ���cˢ�����|��費�ȣ���ɸ�̼ˢ��·���������ƽ�⣬���|��Խ�ɿ��Ļ�·�������Խ���������^ԭ���10����
(2)ˢ�պ�ˢ�������Ͼ����~���L�r�g�\�У����|����O��������ʹ�����·���|������F���h���ض��^�ߣ����ͨ�^���|��l�ᣬ�F���҉m���g����Ҳһ���̶ȼ��ٽ��|�����������|�������̶Ȳ�ͬ������ˢ���cˢ��֮�g���|����������ȡ�
(3)�l늙C�\���У���ˢ���������������£��������h�ɂȵ�ˢ����ˢ�����Ӱ��^���e����ˢ�Տ����������^С��r�£�ˢ���cˢ���Ľ��|�����������pС���D������������h�Ϸ�λ�õ�ˢ�ջ�·�D�ƣ�����ԓ�^��̼ˢ����ƫ�ࡣ
2���l늙C���h���g����
�����D�ӻ�·ÿֻ̼ˢ���������ƽ�⣬���|���С��̼ˢ��·������������»��h�����c̼ˢ�ض��^�ߣ�̼ˢĦ��ʹ���h����l����g�����ұ�����gԽ���أ����h�ضȾ�Խ�ߡ������h���g��һ���̶ȣ�̼ˢ�����F���S����ӬF��ͬ�������ɉ��ڜض��^�ߡ�����^���̼ˢ���棬���^��׃�Σ����Ԝp����
3��̎����ʩ
(1)ͣ�C��̼ˢȫ�����Q������^ܛ����������^�õ�NCC634���Ϻ�Ħ��̼ˢ������ĥ̼ˢ�����棬ʹ̼ˢ���|��e����90%��
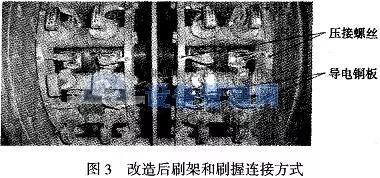
(2)����ˢ������ԭˢ�շֲ�λ�ã���ˢ������ؓ��늰��Ͻg���z32����Ȼ��̼ˢ������ֱ�Ӊ����ڌ���~���ϣ�ˢ��ֻ��̶�̼ˢ�����ã��D3�����@��ֱ����������^ˢ���cˢ�����|�棬ֱ���ɻ��h��̼ˢ���댧늰塣
(3)܇������ĥ�l늙C���h���g���棬����200ɰ���֒��⣬���ý���ɰ�������⣬����þƾ����ñ��棬ʹ�����❍����ȫ���ϼ��gҪ��
(4)�ӏ���݆�C�S���h���������p�ٻ҉m�M�룬���rͨ�Lɢ�ᣬ���͏S���ضȣ��ӹ�ˢ��֧�ܻ��A���p�ٙC�w��ӌ�ˢ�յ�Ӱ푡�
(5)�������\��Ҏ�̾S�o����̼ˢ�����h�M�г�Ҏ�ԙz�飬߀Ҫ����ʹ��ֱ���Q�������y����ˢ�ջ�·�����������ӛ䛡����l�F��·��������䲻�������HҪ̎������^��Ļ�·��߀Ҫ���c�z��̎��̼ˢ����^С�Ļ�·��ͨ�^���Q���ɵ��k����ʹ���з�֧��·�������ƽ�⡣
(6)�\���ж��ڜy�����h��̼ˢ���������ضȣ�һ��Ҫ��ضȲ����^80�棬�l�F�ض��^�ߣ���������ȡ�{�����ɡ����Q̼ˢ�͜p�ٟo��ؓ�ɵ��k�����Mһ������̎ ����
��ȡ������ʩ��1������l늙C�\�����������ϵ�y�\�з�������̼ˢ�������ƽ�⣬�o�l�ᡢ��ӵȮ����F��
����Դ���O������W��







